Багачасны автоматычны сістэма для нарэзаць і кансумacyйных матэрыялаў:
Галоўным чынам выкарыстоўваецца ў працэсе вытвору внутраніх частак машыны, які патрабуе злучэння розных аркам матэрыялаў і іх наладкі ў прасавай формі з дaleйшай фармаванкай у вытвор. У лініі рэжучыя стеклавата і няпрыводны матэрыял, доніжні няпрыводны стеклавата, пліта ПУ, верхні няпрыводны стеклавата — гэтыя тры часткі складаюцца разам і перадважаюцца ў форму, з высокім узроўнем автоматызацыі ў сінхронным фармаванні, высокай вытворчасцю і выдатнасцю, автоматычным кантролем памеры шашкі, зручнасцю і хуткасцю змены.
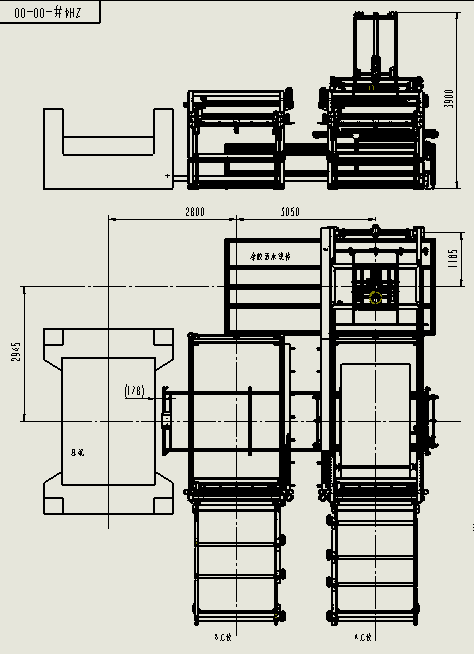
Складовае автаматычнага кормальнага апарату:
Стан 1: Механізм рэзання доніжнага няпрыводнага стеклавата, уключаючы раму загрузкі, ўціскную ролку, рэзальную нож, мэханізм выцягвання.
Стан B: Механізм рэзання верхняга няпрыводнага стеклавата, уключаючы раму загрузкі, ўціскную ролку, рэзальную нож, мэханізм выцягвання.
Механізм перадачы: уключая пасувальныя кара, стэкавую платформу (можа перамяшчацца ўнутры прэса).
Станцыя C: механізм перамяшчэння пліткі PU, перамяшчае валямую плітку PU з лініі палівання на стэкавую платформу.
Галоўны параметр
1. Грабля для выцягнення склаўка і карданныя ролікі дасылкі выкарыстоўваюць серва-мотор і сінхронны рэменны механізм; Механізм перадачы руху станцыі і стакавай стола выкарыстоўвае мотор плюс частотны канвертар плюс сінхронны рэменны механізм.
2. Падйом і пасувальны рух тэлежкі з пліткамі PU кантрулюецца змianнай частатнай моторам, а аборт кантрулюецца серва-моторам.
3. Дыяпазон памеру продукцыі: maksімальны памер продукцыі 2500*1500 мм, мінімальны памер продукцыі 1200*860 мм.
4. Няпрэцінны рулон плануецца па дыяметры рулона 850 мм, а стакляны ватны рулон плануецца па дыяметры рулона 500 мм. Порядак размешчэння ў пазіцыі А: няпрэцінная тканина - стакляны валя - стакляны валя - няпрэцінная тканина; Порядак размешчэння ў пазіцыі B: стакляны валя - стакляны валя - няпрэцінная тканина - няпрэцінная тканина.
5. Адхіленьне ад стаксавага месца тройных стаксовых механізмаў не перавышае 10 мм.
6. Найшвідшая часовая норма працоў распрацаванага абстрактнага устатку: ≤34с.
Тэхнічныя патрабаванні
Механізм рэза няпрэціннай стаклянай валы:
1. Усталяванне 4 станкаў размоткі, размотка выконваецца без карыстання электракатам, з ўзможнасцю пневмацыйнага расширення валка і са спалучэннем на магнітным паўдзе. Пневмацыйны валок можа быць швидка і таяльна замяшаны, а спалучэнне на магнітным паўдзе предапаняе рэпінутку барабана пры розцягванні і далейшую перамотку уперед за рахунак інерцыі. Кожны стан размоткі мае прастору для адгульнення 50 мм. Слайд стакловаўкавага валка удзялены, і можна захаваць прастору для адгульнення. Вышыня размоткі 720 мм ад землі.
2. Часць фіксацыі даўжыні ўсталявана на інструментальнай раме станка А-В, а рэльс для розцягвання ўсталяваны з боку. Карыстуецца алюмініевым профілем і сінхронным механізмам зубчатага пояса. Даўжыня розцягвання можа быць адстраіваная ад 0 мм да 2500 мм, а хуткасць розцягвання ад 10 мм/с да 1000 мм/с. Значэнне паказваецца на экране аперацыйнага інтэрфейсу, і розцягванне завершаецца пераробкам.
3. Частка розрізання складаецца з набору цысловых рэберных валоў і аўтаматычнага ножа для розрізу. Стакланіткі і неавяцейная тканіна завжды ціскуюцца рэберным каучуковым валом, можаце перамяшчаць уперад з энергіяй, і шыпдасьць перасылкі сінхронізуецца з шыпдасьцю вытягвання. Пасля таго, як ён будзе ў месцы, аўтаматычны нож завершыць розріз. Пасля розрізу працягніце далей да пазіцыі укладання і калісніце, каб завяршыць стасаванне з лістам PU. Дакладнаść пазіцыянавання ±5мм.
4. Існуе 2 наборы механізма розрізу.
5. Усталявана функцыя дэтэкцыі недастачы матэрыялаў, абладнанне галасіць пасля недастачы матэрыялаў, вытягванне стакланіткі не рухаецца. Пасля кармлення, нажміце, каб скинуць, і вытягванне стакланіткі аўтаматычна запускаецца.
6. Паследавасць дзеянняў: Пласта PU перамяшчаецца ў верхнюю частку станцыі A і паўварочваецца на месца перад тым, як неавёсаная ткань і стаклаварак пачнуць розрэзанне. Неавёсаная ткань і стаклаварак закрэпляюцца на станцыі B (без розрэзання). Пласт PU складваецца на станцыі A, а дзеянне розрэзаючага прылада на станцыі B пачынаецца пасля таго, як трансферны возок перамяшчаецца на станцыю B. Пасля таго, як транспартныя засобы заходзяць з станцыі A, мechaнiзм тягнення станцыі A выцягвае неавёсаную ткань і стаклаварак, і чакае, пакуль яны будуюць на месцы.
Аўтаматычная складова аформлення, швидкая замена, высокая эфектыўнасць, падыходзіць для малой колькасці разных вытвораў.