多層自動スライシング複合給餌機:
主に自動車内装部品の生産工程で使用され、さまざまなシート材料を金型で重ね合わせて製品に成形します。オンラインでガラス繊維と不織布をカットし、下の不織ガラス繊維、PU板、上の不織ガラス繊維の3つの部分を積み重ねて成形プレスに転送し、成形プロセスと同期して自動生産が行われ、高い生産効率と収率が得られ、スライスサイズの自動制御ができ、便利かつ迅速な変更が可能です。
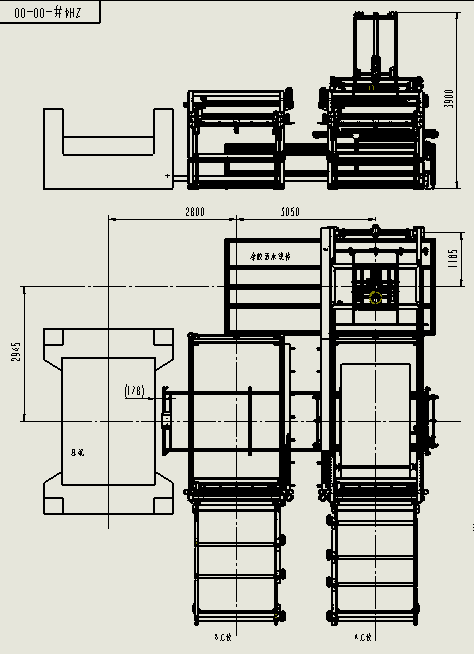
自動給紙機の構成:
Aステーション: 下の不織ガラス繊維のカット機構で、ローディングフレーム、ニッパーロール、カットナイフ、引き出し機構を含む。
Bステーション: 上の不織ガラス繊維のカット機構で、ローディングフレーム、ニッパーロール、カットナイフ、引き込み機構を含む。
搬送機構:横移動カーや積み重ねプラットフォームを含む(プレス内に搬送可能)。
Cステーション:PU板シフト機構、スプリンクラーラインから積み重ねプラットフォームへロールされたPU板を搬送。
主なパラメーター
1. A-Bのガラス繊維引き取りクランプとゴムローラー給紙は、サーボモーターと同期ベルト機構を使用。ステーション移動と積層テーブルの搬送機構は、モーター+周波数変換器+同期ベルト機構を採用。
2. PUボード台車の昇降および横方向移動は変頻モーターで制御され、回転はサーボモーターで制御される。
3. 製品サイズ範囲:最大製品サイズ 2500*1500mm、最小製品サイズ 1200*860mm。
4. ノンウォーブンロールは850mmのロール直径に基づいて計画され、ガラス繊維ロールは500mmのロール直径に基づいて計画されます。A位置配置順序: ノンウォーブン - ガラス繊維 - ガラス繊維 - ノンウォーブン;B位置配置順序: ガラス繊維 - ガラス繊維 - ノンウォーブン - ノンウォーブン。
5. 3組のスタッキング機構のスタッキング位置の偏差は10mmを超えない。
6. 設備の最短稼働時間: ≤34秒。
テクニカル要求
ノンウォーブングラスファイバー切断機構:
1. 4つの解巻きステーションを設置し、解巻きには無電力解巻き機構を採用し、エア拡張シャフトと磁気粉クラッチが装備されています。インフレータブルシャフトは迅速かつ正確に交換でき、磁気粉クラッチは引っ張り工程中に急停止した場合でも慣性で前方に続くドラムの回転を防ぎます。各解巻きステーションには50mmの調整スペースがあります。ガラスファイバーローラーのスライドが延長され、ギャップ調整スペースが確保されています。解巻き高さは地面から720mmです。
2. 固定長引き出し部はA-Bステーションカッティングツールフレームに取り付けられ、引き出しレールは側面に取り付けられています。アルミプロファイルと同期ベルト駆動機構を使用しています。カット長は0mm-2500mmで調整可能であり、引き出し速度も10mm/s-1000mm/sで調整可能です。値は操作画面に表示され、引き出しが完了後にカットが行われます。
3. 切断部は、圧力式ゴムローラーと自動切断ナイフのセットで構成されています。ガラス繊維と不織布は常に圧力式ゴムローラーによって押さえられ、動力付きで前方に輸送され、搬送速度は引き取り速度と同期しています。位置が決まると、自動切断ナイフが切断を完了します。切断後、引き続き前方に引き取り、配置位置に置き、PUシートと共に積み上げを完了します。位置決め精度は±5mmです。
4. 切断機構は2セットあります。
5. 材料不足検出機能を設置しており、材料が不足すると設備がアラームを鳴らし、ガラス繊維の引き取りは動きません。給料後、リセットボタンを押すと、ガラス繊維の引き取りが自動で動作します。
6. アクションシーケンス: PUプレートはステーションAの上部に移動し、ローテーションして配置されます。その後、不織布とグラスファイバーがカットされる位置まで引き込まれます(ステーションBで不織布とグラスファイバーを引きますが、カットはしません)。PUプレートはステーションAで積み上げられ、転送車がステーションBに移動すると、ステーションBでのカッティングツールの動作が始まり、切断と引きが行われます。転送車両がステーションAを離れた後、ステーションAの引き込み機構が不織布とグラスファイバーを引き出し、所定の位置に到達したら待機します。
自動複合成形、素早い変更、高い効率、少量多品種の製品に適しています。