Көп кемістік аутоматтық қиыру синтездік беру машинасы:
Бұл машина әртүрлі шырша материалдарын бас бойынша біріктіру және продукцияға түрлендіру үшін авто ішкі бөліктердің өндіріс процесінде пайдаланылады. Онлайн қиындау стекло纤维 және шырша, ал төменгі шырша стекло纤维, PU панель, жоғарыдағы шырша стекло fiber үш бөлік біріктірілген және формалайтын пресске айналдырылады, формалайтын процестің синхронды өндірісі автоматика дәрежесі жоғары, өндіріс еффективностьы және шығындары жоғары, автоматтық қиындау өлшемдерін басқару, қызметкерлерге қол жеткізу қолайлы және тез өзгерту.
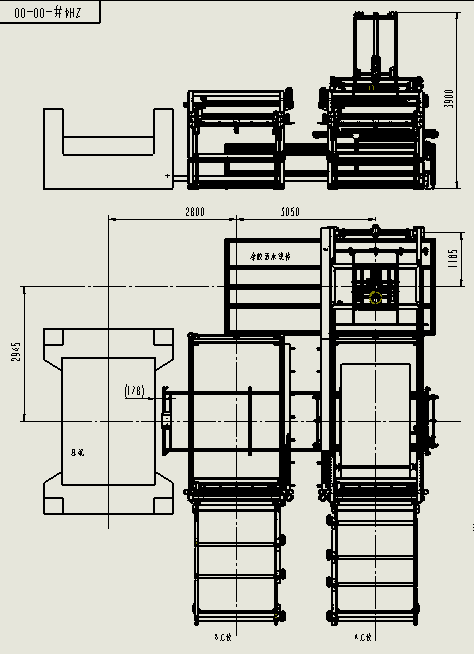
Автоматтық беру машинасының құрамы:
A станциясы: төменгі шырша стекло fiber қиындау механизмі, оның ішінде жүктеу каркасы, сыйғыш роликтері, қиындау ножа, шығу механизмі.
B станциясы: жоғарыда орналасқан шөпкістік стеклоfiber қиындық механизмі, бұл үзінді кадрі, сыйыр роллері, қиын ножы, және шаңғалау механизмі тастырылады.
Тасымалдау механизмі: ортатын машинасындағы горизонтты қозғалыс арбасы мен стек мейрами (баспа ішіне аударылатын болады).
C станциясы: PU пластиның көтеру механизмі, суықтар сызықтан стек мейрамиге қарай қозғалады.
Басты параметр
1. A-B стеклоfiber сыйырғышы мен резина роллері сервомотор мен синхрондік шнур механизмін пайдаланады; станцияның қозғалыс механизмі мен стек мейрамы мотор плюс фриквенциялық конвертер плюс синхрондік шнур механизмін қолданады.
2. PU доска арбасының көтеруі мен горизонтты қозғалысы деформациялық мотормен басқарылады, ал айналуы сервомотормен басқарылады.
3. Көпшіліктің өлшемінің диапазоны: ең үлкен көпшілік өлшемі 2500*1500мм, ең кіші көпшілік өлшемі 1200*860мм.
4. Жабық элемендердің диаметрі 850 мм-ге сәйкес негізделген және стек тас елементтердің диаметрі 500 мм-ге сәйкес негізделген. А орындау реті: жабық элемент - стек тас - стек тас - жабық элемент; Б орындау реті: стек тас - стек тас - жабық элемент - жабық элемент.
5. Үш жиырмаға арналған қою механизмінің қою орыныңыздың шеберлігі 10 мм-ден көп емес.
6. Көрсеткіштің ең téс үзіліс уақыты: ≤34с.
Техникалық талаптар
Жабық стек тас қиылу механизмі:
1. 4 шығыс станциясы орнатылды, шығыс ақылы жоқ энергиясыз шығыс механизмін пайдаланады, ауыр екілік шафт және магнеттік порошоктың салмағы бар. Екілік шафт тез және дәл өзгертіледі, ал магнеттік порошоктың салмағы шеңбердің күшімен тұратын уақытта аяқталмасын аяқтаудан соң қолданылады. Әрбір шығыс станциясында 50 мм өзгерту аралығы бар. Стеклоткан роллерінің жолы ұзырылған және аралықты өзгерту мүмкіндігі бар. Шығыс бойынша биіктік земінден 720 мм.
2. Табан ұзындығы тіркелген бөлім А-В станционарларының қырғыздық қорғанышына орнатылған, ал ұзындық қырғыздық желісі қабырғада орнатылған. Алуминий профиль, синхрондық шнурмен жүргізіледі. Қырғыздық ұзындығы 0 мм - 2500 мм аралығында өзгертуге болады, ал ұшу жылдамдығы 10 мм/с - 1000 мм/с аралығында өзгереді. Мән операциялық экранда көрсетіледі, ұзу қате болғаннан кейін қырғызуды орындау.
3. Жылдамдау түріндегі резиналық барабан жиырмаға қарсы және автоматтық қызметкерден тұратын жиырма бөлігі құрылған. Стекло纤维- пен nonwoven fabric әрекетпен әрекет етеді және жылдамдығы алу жылдамдығымен синхронді. Орналасқаннан кейін, автоматтық қызметкер жиырмаға қол жеткізеді. Жиырмаланғаннан кейін, PU листке қойылатын орналасу позициясына қадам жасай отырып, стекло fiber-дің қосымшасын қамтиды. Позициялық дәлдік ±5mm.
4. Қызметкерлерге 2 комплект қосылады.
5. Материалдардың жоқ болуын анықтау функциясын қосыңыз, материал жоқ болғаннан кейін құрылғы сигнал береді, стекло fiber-дің алуы қозғалмайды. Кормеуден кейін, қайта қосу үшін басыңыз, стекло fiber- алу автоматтық түрде қозғалады.
6. Қызметтік тіркес: PU табаны А станциясының төменгі бөлігіне қарай қозғалып, орында айналысады, содан кейін спандлекс және стеклоткан шегін беру позициясына қолданылады, спандлекс пен стеклоткан Б станциясындағы орынға қолданылады (шегін бермеу). PU табаны А станциясында қосылып, Б станциясындағы шегін беру құралының әрекеті басталады, мұндай әрекет өткенге дейін Б станциясына қозғалады. Трансферде машина А станциясынан шығып, спандлекс пен стеклоткан А станциясындағы шегін беру механизмінің іске қосуын бастайды және оның орында болғаннан кейін күтеді.
Автоматтық композит формалау, тез өзгерту, жоғары нәтиже, кішкентай көлемдегі өрнектерге сай.