Көп ProductService автоматтык бөлүкчү көмөкчү кормуштуу машинасы:
Бул эле automotive дотур жана башка бөлүгүндөгү көбөйтү процессинде колдонулат, жергилик ар кандай шаңырақ материалдары бирге чейин жана пресс формасында көбөйтүп, продуктка орун алган. Онлайн кесу стеклоткан жана неткан материалдары, жана төмөнкү неткан стеклоткан, PU панельдери, жогорку неткан стеклоткан уч бөлүгү бирге чейин жана формалоо прессиге алынган, формалоо процесси синхрондуу автоматика жакшы эле, жакшы производительдик жана натыйжадар, автоматтык жөнөктөө чейин кесу өлчөмү, жакшы жана тез өзгөртүү.
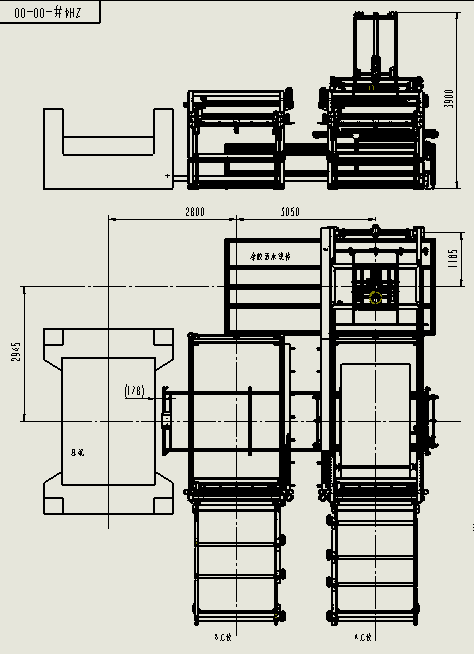
Автоматтык жыйындыру машинасы түзүмү:
Экинчи станция: төмөнкү неткан стеклоткан кесу механизми, кабырга каркас, пишү рулондору, кесүчү чакык, жөнөктөө механизми менен ичинде.
Б станциясы: жогорку неткан стеклоткан кесүчү механизм, кабырга каркас, пишү рулондору, кесүчү чакык, жөнөктөө механизми менен ичинде.
Көчүрүү механизмі: эмнени жолууга чейин көчүрүүчү машинасы мен стекирлеушү платформасы (пресске айлантуу болот).
C станциясы: PU плита көчүрүү механизми, сулама линиясынан стекирлеушү платформасына тартылган PU плита.
Башкы параметр
1. A-B камыштык салым алдынча серво мотору мен синхрондуу бельт механизми колдонуп; Станциянын ыктымалдыгынын жана стекирлеушү жөлдөгү механизмине көчүрүү мотор плюс чыgarып мотор плюс синхрондуу бельт механизми колдонулат.
2. PU доска тележкасынын жогоркулуу жана жолуу көчүрүүсү чыгарып мотормен башталат, жана айрымдары серво мотор менен башталат.
3. Мамлекеттин чейи-өлчөмү аралыгы: максимум продукт чейи 2500*1500mm, минимум продукт чейи 1200*860mm.
4. Жамыкмаанын түрү 850мм диаметриге сөзүлгөн жана стеклофибралык жамыкмаа 500мм диаметриге сөзүлгөн болуп саналат. А орун коюу тартиби: жамыкмаа - стеклофибра - стеклофибра - жамыкмаа; Б орун коюу тартиби: стеклофибра - стеклофибра - жамыкмаа - жамыкмаа.
5. Уч кумтор стекирgeme механизмининг стекирген орунун айрымыйсы 10мм-ден чоң эмес.
6. Көрөмдүүнүн эң тез бегитүү убактыты: ≤34с.
техникалык сыйлам
Жамыкмаа-стеклофибра кесүү механизми:
1. 4 ашуу станции орнатылган, ашууда күч эмес ашуу механигасы колдонулуп, уурақтык жаныңа жана магниттік порошоктуу салыштыруу бардык орнатылган. Уурақтык жаныңа тез менен даяр көйгөн болушу мүмкүн, ал магниттік порошоктуу салыштыруу чекириш процессындагы инерциясынан таша алып жатканда барабандын алыс жоготуусуна тийиш болсо да ал тиреше жатат. Аравашк ашуу станциясыnda 50 мм чейинки чейиш бор. Солоночтуу роллердин чейишти узатып, чейиш чейиш аралыгы резервделген. Ашуу биichickтин бостоочуу жерден 720 мм бойго.
2. Тамга тутуучу бөлүгү A-B станциядагы катташтык қырғызаачы каркасынын жогорку бөлүгүндө орнатылган, тамга тутуучу жолу каркастын жакtainдa орнатылган. Алуминий профиль, синхрондуу кемче жолуу механизмinden фойдаланылат. Кесу ұзындыгы 0 мм - 2500 мм аралыгында регулировкада, және шыңдау жылдамдығы 10 мм/с-1000 мм/с аралыгында регулировкада. Бул уluent экранында көрсөтүлөт, жана тамга тутуучу жеринде жеткиликтүү жерде кесилет.
3. Кесу бөлүгү басып өткөн түрдөгү каучуктуу роллердин жана автоматтык кесүчү ножdyn жыйынтыгы менен турат. Стекло фибра жана неткан материалдын баскача роллермен дайындалышы, жана күчтүү тармактары менен алдыга көчүрүлүшү мүмкүн, жана көчүрүү жылдызгысы алып келүү жылдызгысы менен синхрондуу. Жерде чейин келгенде, автоматтык кесүчү нож кесүүдү орундотот. Кесилгендикten кийин, алдыга көчүрүп жерге тонуштуруп PU сыкма менен жогорку стекироо турулат. Позициялашуу даярдымы ±5mm.
4. Кесүү механизмдеринин эки жупу бар.
5. Материал жок болгонdur аныктама функциясын жардам берет, жок болгонdurдан кийин жабдык сигаралат, стекло фибранын алып келүүсү суңгуштук. Жыaeda кыюп, кайра башталууга басыңыз, жана стекло фибранын алып келүү автоматтык түрдө жылдайды.
6. Өкөмдүү тартиб: PU плита A станциясынын төмөнгө көчүрүлөт жана ордуна айланып түзөлөт, андан кийин немесе жумарык жана стеклофибралардын кесу позициясына чейин жеткенде, B станциясында немесе жумарык жана стеклофибра ордуна чейин жеткенде (кесип албайт). PU плита A станциясында көчөрөлөт, B станциясында кесүү қаражаты эле көчүрүлүп, кесип алат. Көчүрүү машинасы B станциясына көчөрөлгөн кейinki, A станциясынан көчүрүү биренин чейин немесе жумарык жана стеклофибра чейин жеткенде, көчүрүү биренин чейин күтөт.
Автоматтык бирге кичү жана формалоо, жылдыра алмашуу, убакыттын жогорку пайдалылыгы, көптеги чечимдердин кичи сыяктуулукка уюшкан.