Multi-stratum machina praebens sectionem et alimentum automaticum:
Uti solet in processu productionis partium interiorum automobilium, quae requirit varias lamellas materiales coniungi et superponi in presso formae et in productum formari. Sectio online fibrae vitreae et pannus non textilis, et pars inferior panis non textilis fibrae vitreae, tabula PU, pars superior panis non textilis fibrae vitreae tria simul conglobata et ad prexum formae transferenda, cum processu formationis synchronice producendi altam automationem habentem, altam efficientiam et redditum productionis, sectionem magnitudinis automate controllem, commoda et celeriter mutanda.
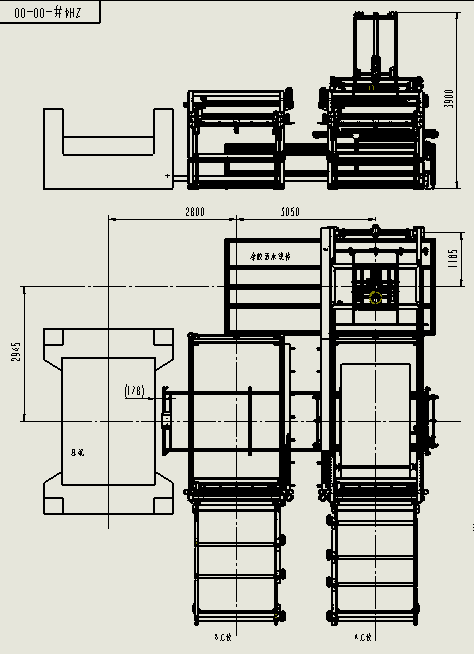
Compositio machinae alimentariae automaticae:
Statio A: mecanismus secandi fibrae vitreae non textilis inferioris, includens structuram onerantem, volventes comprimentes, cultrum secandi, mechanismum trahendi.
Statio B: mecanismus secandi fibrae vitreae non textilis superioris, includens structuram onerantem, volventes comprimentes, cultrum secandi, mechanismum trahendi.
Mechanismus transferendi: includens vehiculum movens transversale, platformam cumulandi (quae intra pressum transferri potest).
Statio C: Mechanismus translationis tabulae PU, tabulam PU rotatam a linea sprinklatorii ad platformam cumulandi.
Parametrus principalis
1. A-B prehensor fibrae glasse et alimentatio volubilis caucci utilia servomotoris et mechanismi taeniae synchronicae; Mechanismus translationis motus stationis et mensae cumulandi adoptat motorem addito convertitore frequentiae et taeniam synchronicam.
2. Elevatio et translatio horizontalis currus tabularum PU controlatur a motore variabili frequentia, et rotatio controlatur a servomotore.
3. Ambitus dimensionis producti: maxima dimensio producti 2500*1500mm, minima dimensio producti 1200*860mm.
4. Non-woven roll praeparatur secundum diametrum volutae 850mm, et glasseus fibrae roll praeparatur secundum diametrum volutae 500mm. Ordo collocandi A: non-woven - glass fiber - glass fiber - non-woven; Ordo collocandi B: glass fiber - glass fiber - non-woven - non-woven.
5. Tres series pila dispositi locus aberratio non excedit 10mm.
6. Celerrimum tempus currus apparatus: ≤34s.
Requirimentum technicum
Non-woven glass fiber sectio mechanismus:
1. Statio 4 laxandi disposita est, et laxatio mecanismo absque vi operatur, instructa cum expansili axe pneumatico et couplemento pulveris magnetici. Axem inflatum celeriter et accurate commutare licet, et couplementum pulveris magnetici ab impedimento tympani volventis subito cessante in tractu et propter inertiam progredientis cavere potest. Singulae stationes laxandi habent spatium adjustmentis 50mm. Glissoir cylindri fibrae vitreae elongatur, et spatium adjustmentis fissurae reservari potest. Altitudo laxandi a terra 720mm est.
2. Pars tractus longitudinis fixae in struetura ferramentorum praecidendi inter stationem A-B installatur, et orbita tractus lateri applicatur. Usus fit profilo aluminii, mecanismo cinguli synchronici ambulantis. Longitudo praecisionis regulabili est ab 0mm-2500mm, et velocitas tractus regulabili est ab 10mm/S-1000mm/S. Valor in schermo operationis ostenditur, et praecisio postquam tractus in loco est perficitur.
3. Pars praecidenda constat ex serie rotuli caucci gummi pressionis et cultrice automatis. Fibra vitrea et pannus non-tegitur semper comprimuntur a rotulo caucci gummi pressionis, et possunt transportari in avantum cum vi, et velocitas transportis est synchronizata cum velocitate trahendi. Postquam positum est, culter automatice complet praecisionem. Post praecisionem, continue trahere in positionem collocandi et ponere ut compleatur accumulatio cum lamina PU. Praecisio positionis est ±5mm.
4. Sunt 2 series mechanicae praecisionis.
5. Constituere functionem detectionis materiae defectivae, apparatus sonat post defectum materiae, et tractio fibrae vitrae non movetur. Post alimentationem, premere ut resettur, et tractio fibrae vitrae currit automate.
6. Ordo actionum: Tabula PU movetur ad summum stationis A et convertitur in locum ante positionem praecisionis non-filati textilis et fibrae vitreae, et non-filatum textile et fibra vitrea trahuntur in locum in statione B (non praecidendum). Tabula PU amassatur in statione A, et initium actionis ferramenta praecidentis in statione B praecidit et trahit postquam vehiculum translatoriolum movetur ad stationem B. Postquam vehiculum translatorium discedit a statione A, mechanisma tractionis stationis A extrahit non-filatum textile et fibram vitream, et expectat postquam est in loco.
Moldificatio compositiva automatica, celer mutatio, alta efficacia, conveniens pro parvo quantitate varietatis productorum.