Kilpų sluoksnių automatinis pjovimo jungiamasis priežiūros įrenginys:
Pagrindinai naudojama automobilių vidinės dalies gamybos procese, kur reikia įvairių plonų medžiagų derinti ir sudėti spaudimo formoje, kad būtų suformuota produktas. Tinkamojo pjovimo stiklo šiekšnys ir nevirtoji audra, o žemutinė nevirtoji stiklo šiekšnys, PU lenta, viršutinė nevirtoji stiklo šiekšnys trys dalių pakopojimas ir perdavimas formavimo spaudimui, formavimo proceso sinchroninis gamybos automatizavimas yra aukštas, aukšta gamybos efektyvumas ir grąža, pjovo dydžio automatinis valdymas, patogus ir greitas keitimas.
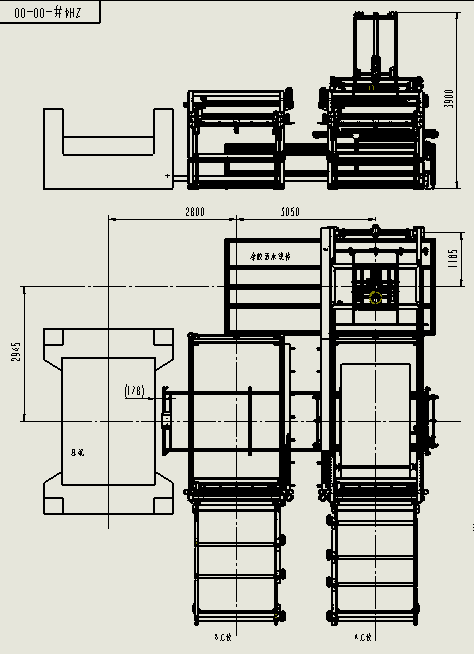
Automatinio priežiūros aparato sudėtis:
Stotis A: apatinių nevirčių stiklo šiekšnių pjovimo mechanizmas, įskaitant krovos rėmimo sistemą, suspaudimo rulius, pjovimo špaltą, vilio mechanizmą.
Stotis B: viršutinių nevirčių stiklo šiekšnių pjovimo mechanizmas, įskaitant krovos rėmimo sistemą, suspaudimo rulius, pjovimo špaltą, vilio mechanizmą.
Pervedimo mechanizmas: įskaitant horizontaliai judančią automobilį, sudėties platformą (galima pervesti į spaudimą išsidegus).
C stotis: PU plakato perkelimo mechanizmas, sukintojo PU plakatas nuo šluoterio linijos į sudėties platformą.
Pagrindinis parametras
1. A-B stiklo šilpno pjaustymo grabas ir guma rolis naudojamas serva varžke ir sinchroninio juostų mechanizme; Stoties judesio ir sudėties stalą pervedimo mechanizmas naudoja variklį su dažnio keitikliu ir sinchroninę juostą.
2. PU lento keliavimas ir horizontalus perkelimas valdomi kintamo dažnio varke, o sukimas valdomas serva varžke.
3. Produkto dydžio diapazonas: didžiausias produkto dydis 2500*1500mm, mažiausias produkto dydis 1200*860mm.
4. Nenulinis rulonas planuojamas pagal rulono skersmens 850 mm, o stiklo vlaksnio rulonas planuojamas pagal rulono skersmenį 500 mm. A padedimo tvarka: nenulinis audinys - stiklo vlaksnis - stiklo vlaksnis - nenulinis audinys; B padedimo tvarka: stiklo vlaksnis - stiklo vlaksnis - nenulinis audinys - nenulinis audinys.
5. Trijų rinkimo mechanizmų rinkimo padėtis nesiskiria daugiau nei 10 mm.
6. Greičiausias aparato veikimo laikas: ≤34s.
Techninis reikalavimas
Nenulinio ir stiklo vlaksnio girtimo mechanizmas:
1. Montuotas 4 išskleidimo stotis, išskleidimas vyksta naudojant jėgos nebegrenimą, apgaubtas su oro plėtros ašiu ir magnetinio paukštuko sujungimu. Pripildyta ašis gali būti greitai ir tiksliai pakeista, o magnetinis paukštukas gali užkirsti kelias valtui nutraukti pertraukti traukimą ir toliau judėti dėl inertumo. Kiekvienas išskleidimo stotele turi 50mm reguliavimo erdvę. Stiklo šijos rulonio slinkis ilgesnis, o tarpų reguliavimo erdvė gali būti išsaugota. Išskleidimo aukštis nuo žemės yra 720mm.
2. Fiksuoto ilgio traumasis dalis yra montuota A-B stoties pjovimo rėmimo rėmelio, o traumasis takas yra montuotas priešpus. Naudojamas aliuminio profilio ir sinchroninio juostelės eismo mechanizmas. Pjovimo ilgis gali būti reguliuojamas nuo 0mm iki 2500mm, o traukimo greitis gali būti reguliuojamas nuo 10mm/s iki 1000mm/s. Reikšmė rodoma operaciniame ekrane, o pjovimas vyksta po to, kai traumasis yra įvykdytas.
3. Apsilankymo dalis sudaryta iš riedmeninio tipo gumenos rulonio ir automatinio pjovimo žagarėlio rinkinio. Stikliniai vlaksniai ir neaudinių audinių visada yra spausti riedmeninio tipo gumeniu rulonu, jie gali būti sujungiami į priekį su jėga, o praviezdis sinchronizuojamas su vilkimo greičiu. Po to, kai yra nustatyta vieta, automatiniu pjovimo žagarėliu atliekama pjautimas. Po pjovimo tęsiame vilkti į talpyklą ir ją leidžiame, kad baigtume stogus kartu su PU lapu. Padėties tikslumas yra ±5mm.
4. Yra 2 pjovimo mechanizmo rinkiniai.
5. Nustatykite trūkumo aptikimo funkciją, įrenginys signaluoja po trūkumo, stiklinių vlaksnių vilkimas nejudėja. Po pardavimo, paspauskite mygtuką, kad atstatytumėte, ir stiklinių vlaksnių vilkimas automatiškai paleidžiamas.
6. Veiksmo sekvencija: PU plokštė perkeliama į A stoties viršų ir sukama į vietą prieš netekstilį ir stikložiedžių šoninę pjovimo poziciją, o netekstilis ir stikložiedžiai sukasi į vietą B stotyje (neskiriam). PU plokštė užkeliama A stotyje, o B stoties girtuvo veiksmas prasideda pjovimu ir šonimu po to, kai pervadinis transporto priemonės yra perkeltos į B stotį. Po to, kai pervadinis transportas išleidžia A stotį, A stoties traukinys ištraukia netekstilį ir stikložiedžius ir laukia, kol jie bus vietoje.
Automatinis sudarymas ir formavimas, greitas keitimas, aukšta efektyvumas, tinka mažoms serijoms ir daugelio produktų tipų.