Vairāku slāņu automātisks līdzināšanas komponēšanas barojamā mašīna:
Tas galvenokārt tiek izmantots automašīnu iekšējo daļu ražošanas procesā, kurā nepieciešams dažādu plāksnju materiālu apvienošana un uz klājiena formu slēgšana, moldējot to produktā. Tiešsaistes glāsijas loks un neveidots audums, un apakšējais neveidota auduma glāsijas loks, PU plāksne, virsū neveidota auduma glāsijas loks trīs daļas savienotas kopā un pārvietotas uz formēšanas presi, formēšanas procesam sinhronizēta augsta ražošanas automatizācija, augsts ražošanas efektivitātes un ražojamības līmenis, automātisks atsevišķu gabalu izmēru kontrole, ērti un ātri maina.
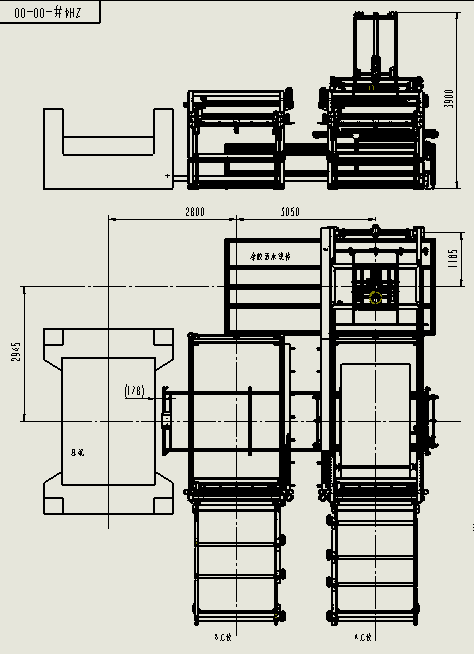
Automātiskā padeves mašīna sastāv no:
Stacijā: apakšējais neveidota auduma glāsijas loka griešanas mehānisms, ieskaitot ielādes rāmi, smadzeņu valku, griešanas nōži, vilšanas mehānismu.
B stacija: virsū neveidota auduma glāsijas loka griešanas mehānisms, ieskaitot ielādes rāmi, smadzeņu valku, griešanas nōži, vilšanas mehānismu.
Pārvades mehānisms: ietver horizontālo kustību mašīnu un steklēšanas platformu (to var pārvietot preses iekšpusē).
C stacijas: PU plāksnes pārvietošanas mehānisms, sagrieztās PU plāksnes no ūdensliešu līnijas uz steklēšanas platformu.
Galvenie parametri
1. A-B stikla šķiedras vilkšanas grīdai un gumijas valku piegādei tiek izmantots servomotoru un sinhronizētais jostu mehānisms; Stacijas kustības un steklēšanas galda pārvades mehānisms izmanto motoru, biežuma pārveidotāju un sinhronizētas jostas mehānismu.
2. PU plāksnes vāģa pacelšana un horizontālā pārvietošana tiek kontrolēta mainīgā frekvences motoram, savukārt rotācija tiek kontrolēta ar servomotoru.
3. Produkta izmēru diapazons: maksimālais produkta izmērs 2500*1500mm, minimālais produkta izmērs 1200*860mm.
4. Neierastais loks plānots pēc loka diametra 850 mm, bet stikla vlaku loks plānots pēc loka diametra 500 mm. A pozīcijas izkārtojuma kārtība: neierasta audzē - stikla vlaka - stikla vlaka - neierasta audzē; B pozīcijas izkārtojuma kārtība: stikla vlaka - stikla vlaka - neierasta audzē - neierasta audzē.
5. Trīs stieņu mehānismu stieņu pozīcijas novirze nesniegs 10 mm.
6. Ierīces ātrākais darbības laiks: ≤34s.
Tehniskā prasība
Neierastās un stikla vlakas griešanas mehānisms:
1. Iekārta ir aprīkota ar 4 atlaiduma stacijām, kurās atlaidums notiek bez elektromotora, izmantojot gaisa paplašināšanās ass un magnētiskā pulvera saistījumu. Pliesspiedurainā ass var mainīt ātri un precīzi, savukārt magnētiskais pulveris saistījums novērš valstītes pēkšņu apturēšanos, kad tā tiek vilkta uz priekšu inercijas dēļ. Katrai atlaiduma stacijai ir 50mm pielāgošanas vieta. Sklājamo stikla cilindra slīdējs ir pietuvināts, rezervējot atstarpiņu pielāgošanai. Atlaiduma augstums no zemes ir 720mm.
2. Fiksētā garuma vilkšanas daļa ir montēta A-B stacijas griešanas rāmis, un vilkšanas ceļš ir iemontēts malā. Tiek izmantoti aliumīnija profili un sinhronizācijas jostas kustības mehānisms. Griešanas garums var mainīties no 0mm līdz 2500mm, un vilkšanas ātrums var mainīties no 10mm/s līdz 1000mm/s. Vērtība tiek parādīta uz operācijas ekrāna, un griešana notiek pēc tam, kad vilkšana ir veikta.
3. Griešanas daļa sastāv no sērijas spiediena tipa guma valka un automātiskās griešanas noža. Stikla līnis un neveidots audums vienmēr tiek spiesti ar spiediena tipa gumvalku, to iespējams pārvadāt uz priekšu ar jaudu, un pārvadāšanas ātrums sinhronizēts ar vilciena ātrumu. Pēc tam, kad tas ir novietots, automātiskais griešanas nožs veic griešanu. Pēc griešanas turpināt vilkt uz priekšu līdz izkārtošanas pozīcijai un nolikt, lai pabeigtu stieņu savilkšanu kopā ar PU lapu. Pozicionēšanas precizitāte ir ±5mm.
4. Ir 2 griešanas mehānismu sērijas.
5. Iestatīta materiālu trūkuma noteikšanas funkcija, iekārtas brīdinājums pēc materiālu trūkuma, stikla līnis netiek vilkts. Pēc atjaunošanas pievienošanas nospiediet atiestatīšanai, un stikla līnis automātiski sāk darboties.
6. Darbības secība: PU plāte tiek pārvietota uz staciju A virsotnē un pagriezta vietā pirms neotekstošā materiāla un stikla vlakušu griešanas pozīcijas, un neotekstošais materiāls un stikla vlakušas tiek nostiprinātas vietā stacijā B (neiegriež). PU plāte tiek sipināta stacijā A, un pēc tam, kad pārvadājumu mašīna tiek pārvietota uz staciju B, sākas griešanas rīku darbība stacijā B, lai sāktu griezt un vilkt pēc pārvadājumu mašīnas pārvietošanās uz staciju B. Pēc tam, kad pārvadājumu mašīna pamet staciju A, stacijas A vilkšanas mehānisms vilk neotekstošo materiālu un stikla vlakušas, un gaida, kamēr tas ir vietā.
Automātiska kompozīta formēšana, ātra maiņa, augsts efektivitātes līmenis, piemērots mazai daudzumam un dažādiem produktiem.