Máquina de fatiamento automático composto de várias camadas:
É usado principalmente no processo de produção de peças internas automotivas, que exige que vários materiais em folha sejam combinados e sobrepostos no molde de prensa e moldados no produto. Corte online de fibra de vidro e não tecido, e a parte inferior do não tecido de fibra de vidro, placa de PU, a parte superior da fibra de vidro não tecida são empilhadas juntas e transferidas para a prensa de formação, com o processo de formação produzindo de forma sincronizada, alta automação na produção, alta eficiência e rendimento na produção, controle automático do tamanho da fatia, fácil e rápido para trocar.
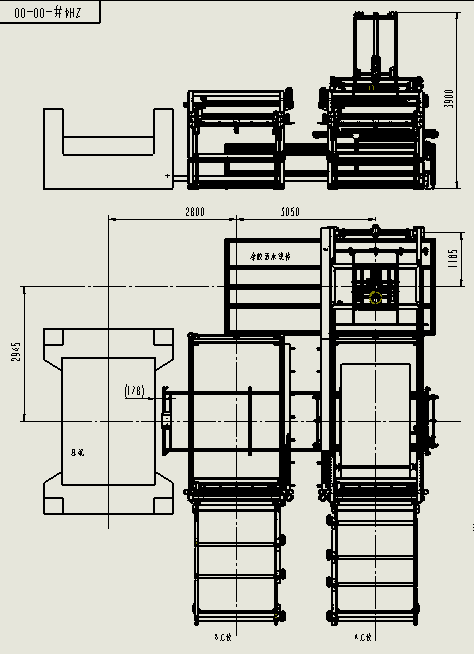
Composição da máquina de alimentação automática:
Estação A: mecanismo de corte de fibra de vidro não tecida inferior, incluindo quadro de carregamento, rolo de tração, faca de corte, mecanismo de tração.
Estação B: mecanismo de corte de fibra de vidro não tecida superior, incluindo quadro de carregamento, rolo de tração, faca de corte, mecanismo de puxar.
Mecanismo de transferência: incluindo carro móvel transversal, plataforma de empilhamento (pode ser transferido para o interior da prensa).
Estação C: mecanismo de deslocamento da placa de PU, a placa de PU rolada é transferida da linha de aspersão para a plataforma de empilhamento.
Parâmetro principal
1. A-B garra de tração de fibra de vidro e alimentação de rolos de borracha utilizando motor de servo e mecanismo de correia sincronizada; O mecanismo de transferência do movimento da estação e da mesa de empilhamento adota motor mais conversor de frequência mais correia sincronizada.
2. A elevação e o deslocamento transversal do carrinho da placa de PU são controlados por motor de frequência variável, e a rotação é controlada por motor de servo.
3. Faixa de tamanho do produto: tamanho máximo do produto 2500*1500mm, tamanho mínimo do produto 1200*860mm.
4. O rolo de não tecido é planejado de acordo com o diâmetro do rolo de 850mm, e o rolo de fibra de vidro é planejado de acordo com o diâmetro do rolo de 500mm. Ordem de colocação da posição A: não tecido - fibra de vidro - fibra de vidro - não tecido; Ordem de colocação da posição B: fibra de vidro - fibra de vidro - não tecido - não tecido.
5. O desvio da posição de empilhamento dos três conjuntos de mecanismos de empilhamento não excede 10mm.
6. O tempo de funcionamento mais rápido do equipamento: ≤34s.
Requisito técnico
Mecanismo de corte de fibra de vidro não tecida:
1. Conjunto de 4 estações de desenrolamento, o desenrolamento utiliza um mecanismo de desenrolamento sem energia, equipado com um eixo expansível a ar e uma embreagem de pó magnético. O eixo inflável pode ser rapidamente e precisamente trocado, e a embreagem de pó magnético pode evitar que o tambor role repentinamente durante o processo de puxar e continue a rolar para frente devido à inércia. Cada estação de desenrolamento tem 50mm de espaço de ajuste. O deslizamento do rolo de fibra de vidro é alongado, e o espaço de ajuste da folga pode ser reservado. A altura do desenrolamento é de 720mm do chão.
2. A parte de tração de comprimento fixo está instalada no suporte de corte entre as estações A-B, e a trilha de tração é instalada lateralmente. Utiliza perfil de alumínio e mecanismo de movimentação por correia sincronizada. O comprimento do corte é ajustável de 0mm-2500mm, e a velocidade de tração é ajustável de 10mm/s-1000mm/s. O valor é exibido na tela de operação, e o corte é realizado após a tração estar posicionada.
3. A parte de corte é composta por um conjunto de rolos de borracha do tipo pressão e uma faca de corte automática. A fibra de vidro e o tecido não tecido são sempre pressionados pelo rolo de borracha do tipo pressão, podendo ser transportados para frente com energia, e a velocidade de transporte está sincronizada com a velocidade de tração. Após estar no lugar, a faca de corte automática completa o corte. Após o corte, continue puxando para frente até a posição de colocação e solte para completar o empilhamento com a placa de PU. A precisão de posicionamento é ±5mm.
4. Há 2 conjuntos de mecanismos de corte.
5. Configure a função de detecção de falta de material, o equipamento emite alarme após a falta de material, e a tração da fibra de vidro não se move. Após o reabastecimento, pressione para reiniciar, e a tração da fibra de vidro executa automaticamente.
sequência de ação: A placa de PU é movida para o topo da estação A e rotacionada para o lugar antes da posição de corte de puxar o tecido não tecido e a fibra de vidro, e o tecido não tecido e a fibra de vidro são posicionados na estação B (não corte). A placa de PU é empilhada na estação A, e a ação da ferramenta de corte na estação B começa a cortar e puxar após a transferência do carro para a estação B. Após a saída do veículo de transferência da estação A, o mecanismo de puxar da estação A retira o tecido não tecido e a fibra de vidro, e aguarda após estar no lugar.
Modelagem composta automática, troca rápida, alta eficiência, adequada para uma pequena quantidade de produtos diversos.