Višeslojni automatski rezalni složeni sklop za opremu:
Glavno se koristi u proizvodnom procesu unutrašnjih delova automobila, koji zahteva da se različiti listovi materijala kombinuju i preklapaju na štamparskom šablonu i oblikuju u proizvod. Online režanje stakelne vlake i neotpremljivog tkiva, a donje neotpremljivo staklano vlakno, PU ploča, gornje neotpremljivo staklano vlakno tri dijela su skladisteni zajedno i preneseni na formiranje štampe, sa formiranjem procesa sinhrona proizvodnja automatska je visoka, visoka je učinkovitost proizvodnje i odbir, automatsko upravljanje veličinom rezanja, lako i brzo promenljivo.
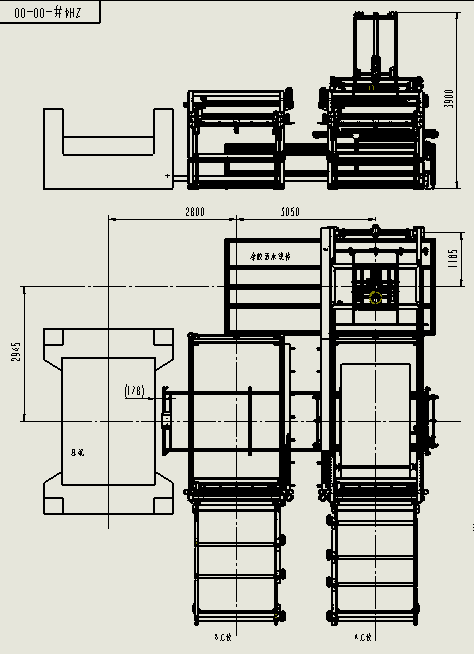
Sastav automatskog uređaja za unos:
Stanica A: mehanizam za režanje donjeg neotpremljivog staklenog vlakna, uključujući okvir za učitavanje, šipku, režalj, povlačni mehanizam.
Stanica B: mehanizam za režanje gornjeg neotpremljivog staklenog vlakna, uključujući okvir za učitavanje, šipku, režalj, povlačni mehanizam.
Mehanizam transfera: uključujući transverzalno pomični vagon, stogarsku platformu (može se preneti unutar štampača).
C stanica: mehanizam pomjeranja PU ploče, valjena PU ploča sa linije za rasipanje na stogarsku platformu.
Glavni parametar
1. A-B grab za vlaku fibreglasa i hrana gume koristeći servomotor i sinhronizovani pas; Mehanički sistem transfera kretanja stanice i stogarske tabele koristi motor plus frekvencijski pretvorioc plus sinhronizovani pas.
2. Podizanje i transverzalno pomjeranje vozača za PU ploče kontrolira se promjenljivim motorom, a rotacija se kontrolira servomotorom.
3. Opseg veličine proizvoda: maksimalna veličina proizvoda 2500*1500mm, minimalna veličina proizvoda 1200*860mm.
4. Rolna nepromoć je planirana prema prečniku role od 850mm, a staklena vlakna roll je planiran prema prečniku role od 500mm. Red raspoređivanja pozicija: nepromoć - staklena vlakna - staklena vlakna - nepromoć; B red raspoređivanja pozicija: staklena vlakna - staklena vlakna - nepromoć - nepromoć.
5. Odstopanje položaja stogova kod tri skupa mehanizama za stogovanje ne prelazi 10mm.
6. Najbrži vreme rada opreme: ≤34s.
Tehnički zahtev
Mehanizam sečenja nepromoće i staklene vlakne:
1. Postavljeno je 4 stanice za raspunavanje, pri čemu se raspunavanje vrši bez korišćenja snage, uz mehanizam sa pneumatickim ekspanzionim osovinama i magnetnim prahom klipera. Pneumaticka osovina omogućava brzo i tačno promenljivanje, a kliper sa magnetskim prašetom sprečava da se bubanj naglo zaustavi tijekom povlačenja i nastavi da se okreće unapred zbog inercije. Svaka stanica za raspunavanje ima prostor za regulaciju od 50mm. Klizni deo staklano-fiberskog valjka je produžen, a može se rezervisati prostor za prilagođavanje razmaka. Visina raspunavanja je 720mm iznad zemlje.
2. Deo fiksne dužine za povlačenje je montiran na alatnom okviru za rezanje između stanica A-B, a traka za povlačenje je instalirana sa strane. Koristi se aluminijumska profilacija i sinhronizovani beleni mehanizam. Dužina reza je prilagodljiva od 0mm-2500mm, a brzina povlačenja se može prilagoditi od 10mm/s - 1000mm/s. Vrednost se prikazuje na operativnom ekranu, a rez se vrši nakon što se povlačenje završi.
3. Deo za sečenje se sastoji od skupa pritiskačkog gumevog valjka i automatskog noža za sečenje. Staklena vlaka i neotklonljivo platno su uvijek pritisnuti pritiskačkim gumevim valjkom, a mogu se prijenositi naprijed sa snagom, pri čemu je brzina prijenosa sinkronizovana sa brzinom vučenja. Nakon što se postavi na mjesto, automatski nož završava sečenje. Nakon sečenja, nastavite da vučete naprijed do pozicije raspoređivanja i stavite da završite stog sa PU listom. Tačnost pozicioniranja je ±5mm.
4. Postoji 2 skupa mehanizma za sečenje.
5. Postavljena je funkcija otkrivanja nedostatka materijala, opremu alarmira nakon što nedostaje materijal, a vučenje staklene vlake se ne pomiče. Nakon ponovnog opremanja, pritisnite za resetovanje, a staklena vlaka će automatski početi da se vuče.
6. Niz akcija: PU ploča se pomera na vrh stanice A i rotira na mesto prije nego što se neprotkani tekstil i staknovlakno nađu u položaju za rezanje, a neprotkani tekstil i staknovlakno su fiksirani na stanici B (bez rezanja). PU ploča se stoguje na stanici A, a rad alata za režanje na stanici B počinje nakon što se prenosni vagon pomakne na stanicu B. Nakon što prenosno vozilo napusti stanju A, mehanizam povlačenja na stanici A izvlači neprotkani tekstil i staknovlakno, i čeka dok se ne postavi na mesto.
Automatsko složeno oblikovanje, brza promena, visoka efikasnost, pogodno za malu količinu raznovrsnih proizvoda.