Flere lag automatisk skæringssammensætningsfoderingsmaskine:
Det bruges hovedsagelig i produktionen af indretningskomponenter til bilindustrien, hvor der kræves en kombination af forskellige plade-materialer, som skal samles og trykkes sammen i en presseform og formes til produktet. Online-skrælning af glasfiber og non-woven, og den nedre non-woven glasfiber, PU-plade, den øverste non-woven glasfiber - disse tre dele bliver samlet sammen og overført til formingspressen, med et højtidssynkroniseret produktionsprocess, der giver høj automatisering, effektiv produktion og udbytte, automatisk kontrol af skivestørrelsen, lette og hurtige skift.
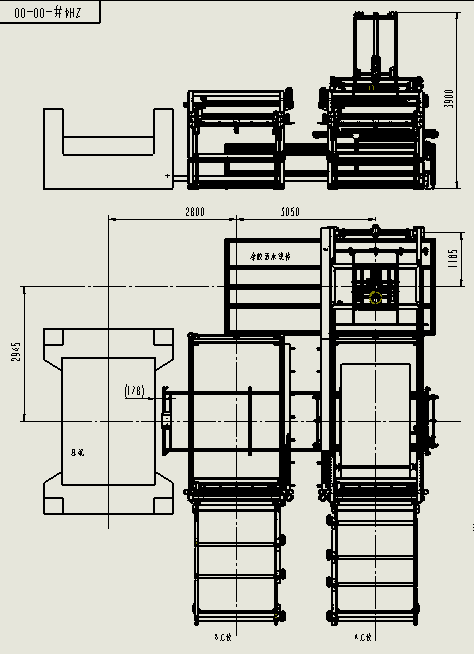
Sammensætning af automatisk fødeanlæg:
Station A: Nedre non-woven glasfiberskæringmekanisme, herunder indlæsningsramme, knepetrulle, skærmaskine, træk-mekanisme.
Station B: Øvre non-woven glasfiberskæringmekanisme, herunder indlæsningsramme, knepetrulle, skærmaskine, træk-mekanisme.
Overførselsmekanisme: inklusive vandret flytbar bil, stabelingsplatform (kan overføres til trykken indeni).
C-station: PU-plade forskydningsmekanisme, den rullede PU-plade fra sprøjteanlægget til stabelingsplatformen.
HOVEDPARAMETER
1. A-B glasfiber træk greb og gummiroller fodring bruger servo motor og synkrontåge mekanisme; Overførselsmekanismerne af station bevægelse og stabelingstabel adopterer motor plus frekvensomvandler plus synkrontåge mekanisme.
2. Hævelsen og vandret forskydning af PU-platevogn kontrolleres af variabel frekvensmotor, og rotationen kontrolleres af servomotor.
3. Produktstørrelsesområde: maksimal produktstørrelse 2500*1500mm, minimal produktstørrelse 1200*860mm.
4. Den ikke-vove rolle er planlagt efter en rulle diameter på 850mm, og glasfiberrollen er planlagt efter en rulle diameter på 500mm. Placering i rækkefølge: ikke-vove - glasfiber - glasfiber - ikke-vove; B-placering i rækkefølge: glasfiber - glasfiber - ikke-vove - ikke-vove.
5. Afvigelsen i stakningspositionen for de tre sæt af stakningsmekanismer overstiger ikke 10mm.
6. Det hurtigste køretidspunkt for udstyret: ≤34s.
Teknisk krav
Ikke-vove glasfiberskæremekanisme:
1. 4 afrollestationer, afrolling sker med en mekanisme uden motor, udstyret med et luftudvideligt akse og magnetpulverkupling. Den luftfyldte akse kan skiftes hurtigt og præcist, og magnetpulverkuplingen forhindre, at trillen pludselig stopper under trækningen og fortsætter med at rulle fremad på grund af inertien. Hver afrollestation har 50 mm justeringsrum. Glaskantrullen er forlænget, og der kan reserveres rum til spaltjustering. Afrollenhedens højde er 720 mm fra gulvet.
2. Den fikspart drawing-installation er monteret på A-B station skæringsrammen, og drawing-sporret er installeret på siden. Anvendelse af aluminiumprofil og synkronbælte gennemførelsesmekanisme. Skæringens længde er justerbar mellem 0 mm-2500 mm, og trækningshastigheden er justerbar mellem 10 mm/s - 1000 mm/s. Værdien vises på operationskærmen, og skæringen foretages, når trækningen er på plads.
3. Skæremmen består af en række tryksensibler gummiruller og et automatisk skæretøj. Glaskanalen og det ikke-vovevne stykke trykkes altid ned af gummirullerne, kan transporteres fremad med kraft, og transporthastigheden er synkroniseret med trækfarten. Når det er på plads, udfører det automatiske skæretøj skæringen. Efter skæring fortsætter trækningen fremad til læggepositionen og sættes derefter ned for at fuldføre stabelingen sammen med PU-pladen. Positionspræcisionen er ±5mm.
4. Der er 2 sæt af skæremekanismer.
5. Opsætning af materialeundersøgningsfunktionen, hvor udstyret alarmere ved manglende materiale, og glaskanaltrækningen standser. Efter genindføring skal der trykkes på nulstil-knappen, hvorefter glaskanaltrækningen automatisk køre igen.
6. Handlingssekvens: PU-pladen flyttes til toppen af station A og drejes på plads før udsnitning af non-woven stof og glasfiber. Non-woven stof og glasfiber trækkes på plads ved station B (ikke klip). PU-pladen stakkes på station A, og skæretøjets handling på station B begynder at klippe og trække efter at overførselsvognen er blevet flyttet til station B. Efter at overførselskøretøjet forlader station A, trækker trækemekanismen på station A non-woven stof og glasfiber ud og venter efter at det er på plads.
Automatisk kompositformgivning, hurtig skifte, høj effektivitet, egnet til en lille mængde af mange forskellige produkter.