Monitasoinen automaattinen viipalelevyjen yhdistämismekanismi:
Se käytetään pääasiassa auton sisäosien valmistusprosessissa, jossa on tarpeen yhdistää ja kerrostaa erilaisia lehtiaineita pressityyppiin ja muotoilla ne tuotteiksi. Verkkoleikkauksen lasiainetta ja vähjätäkkiä, sekä alempi vähjä lasiainekuori, PU-levy, yläosa vähjä lasiainekuori - näiden kolmen osan kerrosta siirretään muotoilupressiin, ja muotoiluprosessin kanssa synkronoidun tuotannon automatisointitaso on korkea, tuotantotehokkuus ja tuotosuus ovat korkeat, levyn koon automaattinen ohjaus, helpompi ja nopeampi vaihto.
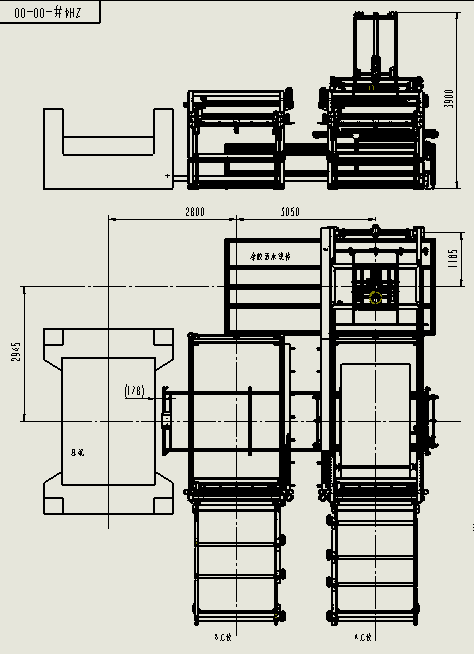
Automaattisen syöttökiekon koostumus:
A-asema: alempi vähjä lasiainekuori leikkausmekanismi, mukaan lukien latauskehys, nipulohko, leikkauskivi, vetomekanismi.
B-asema: yläosa vähjä lasiainekuori leikkausmekanismi, mukaan lukien latauskehys, nipulohko, leikkauskivi, vetomekanismi.
Siirtomekanismi: sisältää vaakasuunnassa liikkuvan ajan, pinonkinnostusalueen (voidaan siirtää paineisiin sisällä).
C-asema: PU-levyn siirtomekanismi, pyyhkytysviivan kautta saapuva PU-levy pinonkinnostusalueelle.
Pääparametri
1. A-B lasifibersiirto otto ja kauchukoristeiden syöttö käyttää servomoottoria ja synkroniketjumekanismia; aseman liike- ja pinoitustilanteen siirtomekanismi käyttää moottoria, taajuussäätimiä ja synkroniketjua.
2. PU-levyn telineen korotus ja vaakasuuntainen siirtyminen ohjataan muutosmoottorilla, ja pyöritys ohjataan servomoottorilla.
3. Tuotteen kokoalue: suurin tuotekoko 2500*1500mm, pienin tuotekoko 1200*860mm.
4. Ei-tekstiiliromu suunnitellaan 850 mm halkaisijan mukaan, ja laserkuituromu suunnitellaan 500 mm halkaisijan mukaan. A-sijoitusjärjestys: ei-tekstiili - laserkuitu - laserkuitu - ei-tekstiili; B-sijoitusjärjestys: laserkuitu - laserkuitu - ei-tekstiili - ei-tekstiili.
5. Kolmen sarjan pinoamismekanismien sijoitusvirhe ei ylitä 10 mm.
6. Laite nopeimmillaan: ≤34s.
Tekniset vaatimukset
Ei-tekstiilin ja laserkuitun leikkausmekanismi:
1. Neljä avopistettia, joissa käytetään voimanvaraista kierrettyä mekanismia, varustettu ilmaislaajennuspyörillä ja magneettijauhelohkolla. Puhdistuspyörille voidaan vaihtaa nopeasti ja tarkasti, ja magneettijauhelohko estää pyörän pysähtymisen vetämisen aikana sekä jatkaa eteenpäin liikettä inertiasta johtuen. Jokaisella avopistettialueella on 50 mm säätötilaa. Laserserakkien liuku on pidennetty, ja tilaa voidaan varata keskeytyksen säätötilalle. Avopistepyörän korkeus maasta 720 mm.
2. Kiinteän pituuden vetosarja asennettu A-B -asemalla leikkausalustalla, ja vetoradat asennettu sivulle. Käytetään alumiiniprofiilia ja synkroni-silmukka-mekanismia. Leikkauspituus on säätökykyinen välillä 0 mm-2500 mm, ja vetonopeus välillä 10 mm/s - 1000 mm/s. Arvo näytetään operaattorin näytöllä, ja leikkaus suoritetaan veton jälkeen.
3. Leikkausosasto koostuu paineestypenneröllistä joukosta ja automaattisesta leikkauseristä. Lasikehän ja muotoiluainesovitus painetaan aina yhdessä paineestypenneröllisen kanssa, mikä mahdollistaa voiman avulla eteenpäin kuljetuksen, ja kuljetusnopeus on synkronoitu vetonopeuden kanssa. Sijainnin mukaisesti automaattinen leikkauseri suorittaa leikkaamisen. Leikkaamisen jälkeen vetoon jatketaan asettamiseen asti ja se laitetaan alas PU-levyn kanssa täydentääkseen pinoamisen. Sijaintitarkkuus on ±5mm.
4. On kaksi leikkausmekanismia.
5. Materiaalipuutteen havaitsemistoiminto on asetettu käyttöön, laite antaa hälytyksen materiaalipuutteessa, eikä lasikehän vetämistä liiku. Ruokittua painamalla nollauspainiketta lasikehän vetäminen käynnistyy automaattisesti.
6. Toimintojono: PU-levy liikkuu A-asemän yläosaan ja kierretään paikoilleen ennen muovisuolan ja laserkuitun leikkaus- ja vetoprosessia, ja muovisuola sekä laserkuitu on vedetty paikoilleen B-asemalla (ei leikata). PU-levyt kerätään A-asemalla, ja B-aseman leikkaustyökalun toiminto alkaa leikata ja vetää siirtoajoneuvon siirtyneen B-asemalle. Siirtoajoneuvo jättää A-aseman, ja A-aseman vetomekanismi vetää muovisuolan ja laserkuitun, ja odottaa sen jälkeen se on paikoillaan.
Automaattinen monimateriaalimoukkaus, nopea vaihto, korkea tehokkuus, sopii pienille määreille laajalle valikoimalle tuotteita.