Mașinărie de alimentare compusă automată cu tăiere pe mai multe straturi:
Se folosește în principal în procesul de producție al componentelor interioare ale autoturismelor, care necesită combinarea și suprapunerea unor materiale sub formă de foile pe presa de modelare și modelarea lor în produs. Taierile online ale fibrei de sticlă și a textilelor nețesute, precum și fibra de sticlă nețesută inferioară, placa PU, cele trei părți - fibra de sticlă nețesută superioară - sunt stivuite împreună și transferate spre presa de formare, cu o producție automatizată sincronizată cu procesul de formare, o eficiență de producție ridicată și un rendiment înalt, control automat al dimensiunii tăierii, schimbarea rapidă și ușoară.
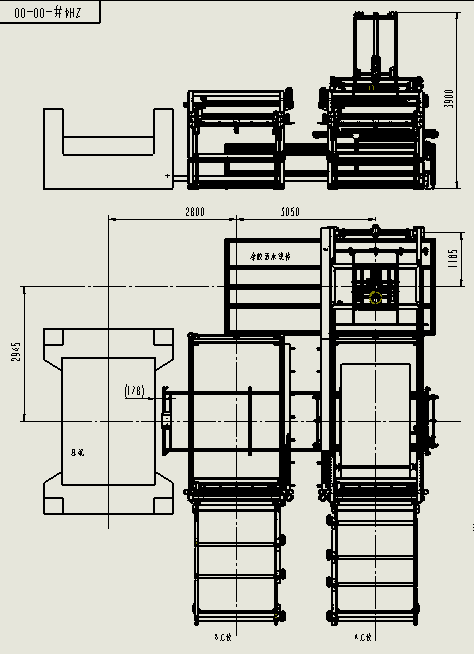
Compoziția mașinii de alimentare automată:
Stația A: mecanismul de tăiere al fibrei de sticlă nețesute de jos, inclusiv cadru de încărcare, rolete de prindere, cutit de tăiere, mecanism de tragere.
Stația B: mecanismul de tăiere al fibrei de sticlă nețesute de sus, inclusiv cadru de încărcare, rolete de prindere, cutit de tăiere, mecanism de tragere.
Mecanism de transfer: inclusiv mașină de mișcare transversală, platformă de stivuire (poate fi transferată în preasă).
Stația C: Mecanism de deplasare a plăcii PU, placa PU rulată de la linia de umplere la platforma de stivuire.
Parametru principal
1. A-B presa de tragere a fibrei de sticlă și alimentarea cu rolete din cauciuc folosesc motor servo și mecanism cu benzi sincrone; Mecanismul de transfer al mișcării stației și al mesei de stivuire adoptă motor plus convertitor de frecvență plus mecanism cu benzi sincrone.
2. ridicarea și deplasarea transversală a caruței pentru plăci PU sunt controlate de motor cu variație a frecvenței, iar rotația este controlată de motor servo.
3. Gama de dimensiuni a produsului: dimensiune maximă a produsului 2500*1500mm, dimensiune minimă a produsului 1200*860mm.
4. Rolul neotextil este planificat în funcție de diametrul rolului de 850 mm, iar rolul de fibra de sticlă este planificat în funcție de diametrul rolului de 500 mm. Ordinul de plasare a poziției A: material neotextil - fibra de sticlă - fibra de sticlă - material neotextil; Ordinul de plasare a poziției B: fibra de sticlă - fibra de sticlă - material neotextil - material neotextil.
5. Deviația poziției de stivuire a celor trei seturi de mecanisme de stivuire nu depășește 10 mm.
6. Cel mai rapid timp de funcționare al echipamentului: ≤34s.
Cerință tehnică
Mecanismul de tăiere pentru material neotextil și fibra de sticlă:
1. Set de 4 stații de dezvoltare, dezvoltarea adoptă un mecanism de dezvoltare fără putere, echipat cu un axă extensibilă aerodynamică și o electroaimant cu prindere a prafurilor magnetice. Axă inflabilă poate fi schimbată rapid și precis, iar electroaimantul cu prindere a prafurilor magnetice poate preveni rotoarea barilului de a se opri brusc în timpul tragerii și de a continua să se rotească înainte datorită inerției. Fiecare stație de dezvoltare are spațiu de ajustare de 50mm. Deslizarea rollerului de fibra de sticlă este prelungită, iar spațiul de ajustare a golului poate fi rezervat. Înălțimea de dezvoltare este de 720mm de la sol.
2. Partea de tragere cu lungime fixă este montată pe cadru de tăiere A-B, iar linia de tragere este instalată pe lateral. Se utilizează profil aluminiu, mecanism de mers cu taler sincron. Lungimea de tăiere este ajustabilă între 0mm-2500mm, iar viteza de tragere este ajustabilă între 10mm/s - 1000mm/s. Valoarea este afișată pe ecranul de operație, iar tăierea se efectuează după ce tragerea este finalizată.
3. Partea de tăiere este formată dintr-un set de rulment de gomă cu presiune și o cutitară automată. Fibra de sticlă și textilele nețesute sunt mereu apăsate de rulmentul de gomă cu presiune, putând fi transportate înainte cu forță, iar viteza de transport este sincronizată cu viteza de tragere. După așezarea în poziție, cutitară automata finalizează tăierea. După tăiere, tragerea se continuă spre poziția de depozitare și se pune jos pentru a finaliza stivarea cu foaia de PU. Acuratetea de poziționare este ±5mm.
4. Există 2 seturi de mecanisme de tăiere.
5. Se instalează funcția de detectare a lipsurilor de material, echipamentul emite semnal de alarmă după ce apare lipsa de material, iar tragerea fibrei de sticlă nu se mișcă. După reîncărcare, apăsați pentru a reseta, iar tragerea fibrei de sticlă rulează automat.
secvența de acțiune 6: Placa PU este mutată în partea de sus a stației A și rotită în poziție înainte ca materialul non-șterp și fibra de sticlă să fie taiate și trase, iar materialul non-șterp și fibra de sticlă sunt pozitionate în stația B (fără a fi tăiate). Placa PU este stivată în stația A, iar acțiunea unghiului de tăiere din stația B începe să taie și să tragă după ce vehiculul de transfer a fost mutat în stația B. După ce vehiculul de transfer părăsește stația A, mecanismul de tragere al stației A tragă materialul non-șterp și fibra de sticlă, așteptând după ce aceasta este fixată.
Modelare compusă automată, schimb rapid, eficiență ridicată, potrivită pentru o cantitate mică de produse diverse.