کئی لayers والے خودکار سلائیس کmpsiting فیڈنگ مشین:
یہ اپنے زیادہ تر استعمال کارخانوں میں ٹیشینل داخلہ پارٹس کے تخلیق عمل میں ہوتا ہے، جس کی ضرورت پड়تی ہے کئی شیٹ مواد کو پرس مالد میں جمع اور اوور لیپ کرنے کے لئے اور پروڈکٹ میں مالد کرنے کے لئے۔ آن لاائن کٹنگ گلاس فائبر اور نان وین کلوتھ، اور نیچے والے نان وین گلاس فائبر، پی یو بورڈ، اوپر والے نان وین گلاس فائبر تین حصوں کو سٹیک کرتے ہوئے فارمیںگ پریس پر منتقل کر دیا جاتا ہے، فارمیںگ عمل کے ساتھ پروڈکشن اتومیشن زیادہ ہے، پروڈکشن کفاءت اور آؤٹ پٹ زیادہ ہے، اتومیٹک طور پر سائز کنٹرول کیا جاتا ہے، آسان اور تیز تبدیلی کرنے کے لئے۔
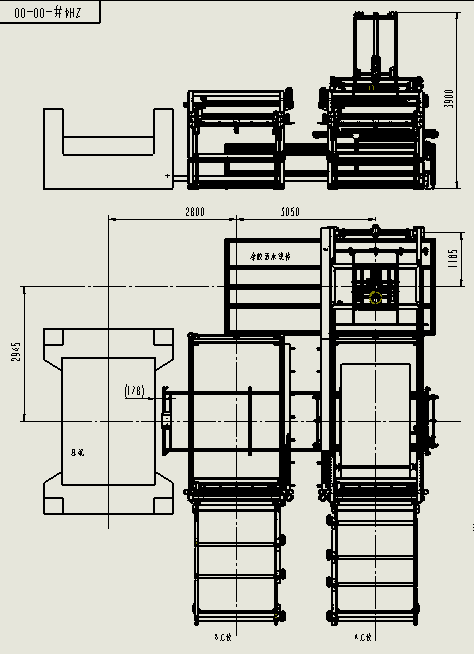
اتومیٹک فیڈ مشین کی ترکیب:
ای سٹیشن: نیچے والے نان وین گلاس فائبر کٹنگ مشینیزم، لوڈنگ فریم، پنچ رول، کٹنگ کنیف، ڈرافٹنگ مشینیزم شامل ہے۔
بی سٹیشن: اوپر والے نان وین گلاس فائبر کٹنگ مشینیزم، لوڈنگ فریم، پنچ رول، کٹنگ کنیف، پولنگ مشینیزم شامل ہے۔
ترانسفر میکینزم: ہورائزنٹل موونگ کار اور سٹیکنگ پلیٹ فراہم کرتا ہے (پریس کے اندر منتقل کیا جا سکتا ہے).
سی اسٹیشن: پی یو پلیٹ شفٹ میکینزم، سپری لائن سے چلنے والی پی یو پلیٹ کو سٹیکنگ پلیٹ پر منتقل کرتا ہے.
اہم پارامیٹر
1. اے-بی گلاس فائبر پولنگ گریپ اور رابر رول فیڈنگ سروس موتار اور سینکرون بیلٹ میکینزم استعمال کرتا ہے؛ اسٹیشن کی حرکت اور سٹیکنگ ٹیبل کا ترانسفر میکینزم موتار پلس فریکونسی کنورٹر پلس سینکرون بیلٹ میکینزم ہے.
2. پی یو بورڈ ٹالی کی اوپری اور ہورائزنٹل شفٹ کو ویریبل فریکونسی موتار سے نگرانی کی جاتی ہے، اور گردش کو سروس موتار سے نگرانی کی جاتی ہے.
3. من Jadید حجم کی حد: ماکسimum من Jadید حجم 2500*1500mm، minimum من Jadید حجم 1200*860mm.
4. 850مم کے رول قطر کے مطابق غیرون پارچہ تیار کیا جاتا ہے، اور 500مم کے رول قطر کے مطابق گلاس فائبر رول منصوبہ بنا دیا جاتا ہے۔ پوزیشن رکھنے کا ترتیب: غیرون پارچہ - گلاس فائبر - گلاس فائبر - غیرون پارچہ؛ پوزیشن رکھنے کا ترتیب B: گلاس فائبر - گلاس فائبر - غیرون پارچہ - غیرون پارچہ۔
5. تین سیٹوں کی جموٹی مکانیزم کی جگہ کا انحراف 10mm سے زیادہ نہیں ہوتا۔
6. ڈیوائس کا سب سے تیز رننگ وقت: ≤34s۔
ٹیکنیکل مطلوبات
غیرون پارچہ گلاس فائبر کاٹنگ مکانیزم:
1. 4 اسٹیشن کھولنے کے لیے سیٹ کریں، کھولنا بجلی کے بغیر مکینیزم استعمال کرتا ہے، ایک ہوائی وسعت محور اور میگنیٹک پاؤڈ کلچ مسلسل ہے۔ بھری گئی محور تیزی سے اور مضبوط طریقے سے تبدیل کی جا سکتی ہے، اور میگنیٹک پاؤڈ کلچ کشائش کے دوران گل دھار کو ناگزیر رکنے سے باقاعدگی سے آگے بڑھنے سے روکتا ہے۔ ہر اسٹیشن کے لیے 50 مم ترجیحات کا خالی فضہ ہے۔ گلاس فائبر رولر کی چلنی لمبی کی گئی ہے، اور خالی فضہ کی ترجیحات کو رکھا جا سکتا ہے۔ کھولنے کی بلندی زمین سے 720 مم ہے۔
2. ثابت طول کشائش حصہ A-B اسٹیشن کٹنگ ٹول فریم پر لگایا گیا ہے، اور کشائش ریل سائیڈ پر لگائی گئی ہے۔ آلومینیم پروفائل، سینکرون بیلٹ چلنے والے مکینیزم استعمال کیا جاتا ہے۔ کٹنگ کی لمبائی 0 مم-2500 مم تک متعارف کی جا سکتی ہے، اور کشائش کی رفتار 10 مم/سیکنڈ سے لے کر 1000 مم/سیکنڈ تک متعارف کی جا سکتی ہے۔ قدر عملی شاش پر ظاہر ہوتی ہے، اور کشائش کے بعد کٹنگ کی جاتی ہے۔
3. کاٹنگ حصہ میں دबاؤ کے طور پر چلنے والے رubber رولر اور خودکار کٹنگ نیف سے ملکار بنایا گیا ہے۔ گلاس فائبر اور نانوون کپڑا ہمیشہ دباؤ کے طور پر چلنے والے rubber رولر کے ذریعے دبا ہوتا ہے، اور قوت کے ساتھ آگے بڑھا جاسکتا ہے، اور ان کی گدّاری کی رفتار پلائیںگ کی رفتار کے ساتھ متوازن ہے۔ جب جگہ پر پہنچے تو خودکار کٹنگ نیف کاٹنے کا کام مکمل کرتی ہے۔ کٹنے کے بعد، پلائیںگ کو آگے بڑھانا جاری رکھیں اور لے جائیں لے جائیںگ کی پوزیشن تک اور واٹر ڈاؤن کریں تاکہ PU شیٹ کے ساتھ سٹیکنگ مکمل ہو۔ پوزیشننگ کی صحت ±5mm ہے۔
4. دو سیٹ کٹنگ مشین ہیں۔
5. مواد کی کمی کی تشخیص کرنے کیلئے فنکشن سیٹ کیا گیا ہے، مواد کی کمی کے بعد ڈیوائس بلار ہوتا ہے، اور گلاس فائبر پلائیںگ نہیں چلتی۔ فیڈنگ کے بعد، ریسیٹ کے لئے دبائیں، اور گلاس فائبر پلائیںگ خودکار طور پر چلتی ہے۔
6. کار سلسلہ: پی یو پلیٹ کو اسٹیشن A کے اوپر منتقل کیا جاتا ہے اور وہاں فٹ کرنے کے لئے گھمایا جاتا ہے، پھر غیر منسوج قماچہ اور گلاس فائبر کو کاٹنے کے موقع پر لے آیا جاتا ہے، اور غیر منسوج قماچہ اور گلاس فائبر کو اسٹیشن B میں جگہ دیتے ہیں (کاٹنا نہیں)۔ پی یو پلیٹ کو اسٹیشن A میں سٹیک کردیا جاتا ہے، اور اسٹیشن B میں کٹنگ ٹول کا عمل شروع ہوتا ہے، جو ترانسفر کار کو اسٹیشن B تک منتقل کرنے کے بعد کٹنے اور کشائی کا عمل شروع کرتا ہے۔ ترانسفير ویہیکل کے اسٹیشن A چھوڑنے کے بعد، اسٹیشن A کی کشائی مشین غیر منسوج قماچہ اور گلاس فائبر کو کش لیتا ہے، اور جب وہ جگہ پر آجاتا ہے تو انتظار کرتا ہے۔
خودکار مرکب میونڈنگ، تیز تبدیلی، زیادہ کارآمدی، مختلف قسم کے صاف مواد کے لئے مناسب ہے۔