آلة تقطيع وتغذية مركبة ذات طبقات متعددة:
يُستخدم بشكل أساسي في عملية إنتاج قطع الديكور الداخلي للسيارات، والتي تتطلب دمج مجموعة متنوعة من مواد الألواح وتراكبها على القالب الضاغط وتشكيلها إلى المنتج. يتم تقطيع الزجاج المقوى وغير النسيجي عبر الإنترنت، ويتم تجميع الجزء السفلي من الزجاج المقوى غير النسيجي، لوحة PU، الجزء العلوي من الزجاج المقوى غير النسيجي معًا ونقلها إلى قالب التشكيل، مع تحقيق تلقائي عالي في عملية الإنتاج المتزامنة، كفاءة إنتاج عالية وإنتاجية عالية، التحكم التلقائي في حجم الشريحة، والسهولة والسرعة في التغيير.
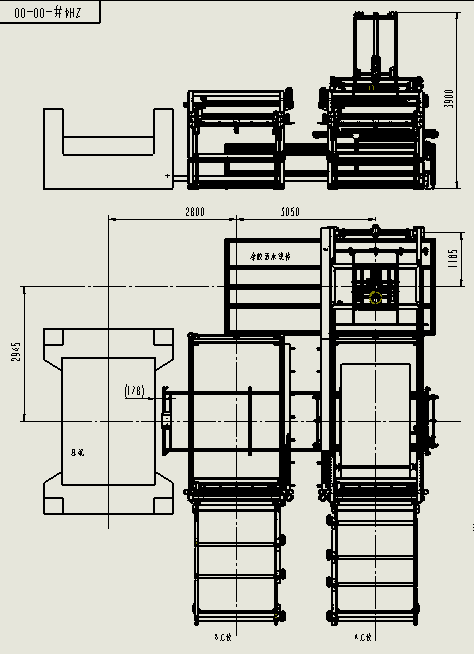
تكوين آلة التغذية التلقائية:
محطة A: آلية قطع الزجاج المقوى غير النسيجي السفلي، بما في ذلك إطار التحميل، لفافة الضغط، سكين القطع، آلية السحب.
محطة B: آلية قطع الزجاج المقوى غير النسيجي العلوي، بما في ذلك إطار التحميل، لفافة الضغط، سكين القطع، آلية السحب.
آلية النقل: تشمل السيارة المتنقلة العرضية، ومنصة التكدس (يمكن نقلها إلى داخل الصحافة).
المحطة C: آلية تحريك لوحة PU، حيث يتم نقل اللوحة المرصوفة من خط الرش إلى منصة التكدس.
المعلمة الرئيسية
1. استخدام مكبس الألياف الزجاجية وآلة التقاط مع أسطوانات مطاطية تعمل بمحرك السيرفو وآلية الحزام المتزامن؛ تعتمد آلية نقل حركة المحطة ومنصة التكدس على محرك بالإضافة إلى محول التردد والحزام المتزامن.
2. يتم التحكم في رفع وتحريك عربة لوحات PU العرضي بواسطة محرك متغير التردد، ويتم التحكم في الدوران بواسطة محرك السيرفو.
3. نطاق حجم المنتج: الحجم الأقصى للمنتج 2500*1500 مم، الحجم الأدنى للمنتج 1200*860 مم.
4. يتم تخطيط لفة النسيج غير المنسوج وفقًا قطر اللوحة الذي يبلغ 850 مم، ويتم تخطيط لفة الألياف الزجاجية وفقًا قطر اللوحة الذي يبلغ 500 مم. ترتيب وضع المواقع أ: النسيج غير المنسوج - الألياف الزجاجية - الألياف الزجاجية - النسيج غير المنسوج؛ ترتيب وضع الموقع ب: الألياف الزجاجية - الألياف الزجاجية - النسيج غير المنسوج - النسيج غير المنسوج.
5. لا يتجاوز انحراف موقع آليات التكدس الثلاثة 10 مم.
6. أسرع وقت تشغيل للمعدات: ≤34 ثانية.
المتطلبات التقنية
آلية قطع النسيج غير المنسوج والألياف الزجاجية:
1. تجهيز 4 محطات فك لف، يتم فك اللف باستخدام آلية فك بدون طاقة، مزودة بمحور توسع هوائي وقابض مغناطيسي. يمكن تغيير محور التوسع الهوائي بسرعة ودقة، ويمكن للقابض المغناطيسي منع طبلة اللف من التوقف المفاجئ أثناء عملية السحب واستمرارها في الدوران للأمام بسبب القصور الذاتي. تحتوي كل محطة فك على مساحة تعديل قدرها 50 مم. تم إطالة شريط الزجاج لزيادة المسافة القابلة للتعديل وتحجز مساحة ضبط الفجوة. ارتفاع فك اللف عن الأرض 720 مم.
2. يتم تركيب جزء الرسم الثابت على إطار أداة القطع بين المحطتين A-B، ويتم تركيب مسار الرسم على الجانب. يستخدم ملف الألومنيوم وآليّة المشي بالحزام المتزامن. يمكن تعديل طول القطع من 0 مم إلى 2500 مم، وسرعة السحب قابلة للتعديل من 10 مم/ث إلى 1000 مم/ث. يتم عرض القيمة على شاشة التشغيل، ويتم قطع المادة بعد وضع الرسم بشكل صحيح.
3. جزء القطع يتكون من مجموعة من الأسطوانة المطاطية ذات الضغط والسكين القاطعة الأوتوماتيكية. يتم الضغط على الزجاج المقوى والقماش اللاصق دائمًا بواسطة الأسطوانة المطاطية ذات الضغط، ويمكن نقلهما للأمام بقوة، وسرعة النقل متزامنة مع سرعة السحب. بعد وضعها في مكانها، تكمل السكين القاطعة الأوتوماتيكية عملية القطع. بعد القطع، يتم الاستمرار في السحب للأمام إلى موقع الترتيب ووضعها لتكمل عملية التكدس مع لوحة PU. دقة التموضع هي ±5 ملم.
4. تحتوي على مجموعتين من آليات القطع.
5. تم تجهيز وظيفة الكشف عن نقص المواد، حيث تنطلق إشارة إنذار للمعدات عند نقص المواد، ولا يتحرك سحب الزجاج المقوى. بعد إعادة التزويد بالمواد، اضغط لإعادة التعيين، وسيبدأ سحب الزجاج المقوى بالعمل تلقائيًا.
6. تسلسل الإجراءات: يتم نقل اللوحة الـ PU إلى أعلى محطة A وتُدور في مكانها قبل وضع موقع قص القماش اللا منسوج والزجاج المقوى، ويتم سحب القماش اللا منسوج والزجاج المقوى إلى مكانهما في محطة B (بدون قطع). يتم تجميع لوحة الـ PU في محطة A، ويتبع ذلك بدء عمل أداة القطع في محطة B بعد نقل العربة إلى محطة B لإجراء عملية القطع والسحب. وبعد مغادرة العربة المحطة A، تقوم آلية السحب في محطة A بسحب القماش اللا منسوج والزجاج المقوى وانتظاره بعد أن يكون قد استقر في مكانه.
التشكيل المركب التلقائي، تغيير سريع، كفاءة عالية، مناسب لمنتجات ذات كمية صغيرة ومتنوعة.